

Termoform (Vakum) Ambalajlama Süreci — Tasarım ve Ar-Ge Odaklı Yol Haritası
Termoform (Vakum) Ambalajlama Süreci hakkında bilgi alın.
Her bir ambalaj yalnızca bir kap değil; o kap, ürünü koruyan, markayı taşıyan, rafta fark yaratan bir hikâyedir. Ve bu hikâyenin başrolünde siz — tasarımcı, Ar-Ge mühendisi, üretim planlayıcısı — yer alıyorsunuz.
“Şekli siz verirsiniz; süreç yönlendirirsiniz.” Bu yazıda, levha hâlindeki malzemeden başlayarak nihai vakum şekillendirilmiş ambalaja uzanan termoform hatları üzerindeki adımları birlikte keşfedeceğiz. Çünkü her kararınız, yalnızca bir üretim adımı değil; ürünün algısı, markanızın güveni ve nihayetinde tüketicinin o ambalajla kurduğu ilk bağdır.
Malzeme Seçimi ve Levha Hazırlığı
Ambalaj sürecine çıkmadan önce malzemeyi doğru anlamak gerekir. Levha seçiminde (örneğin PET, PP, PS, PVC) hem estetik hem teknik kriterler devreye girer: ısıya dayanım, esneme, şeffaflık, geri dönüştürülebilirlik gibi.
Püf Noktaları:
-
Levhanın kalınlığı ile nihai parça duvar kalınlık dağılımı arasındaki ilişkiyi hesaplayın.
-
Levha üretiminde toleransların sıkı tutulması, şekillendirme sürecinde stabilite sağlar.
-
Geri dönüştürülebilir veya biyobazlı termoform malzemeleri değerlendirerek Ar-Ge açısından katma değer yaratın.
Isıtma ve Ön-Şekillendirme Süreci
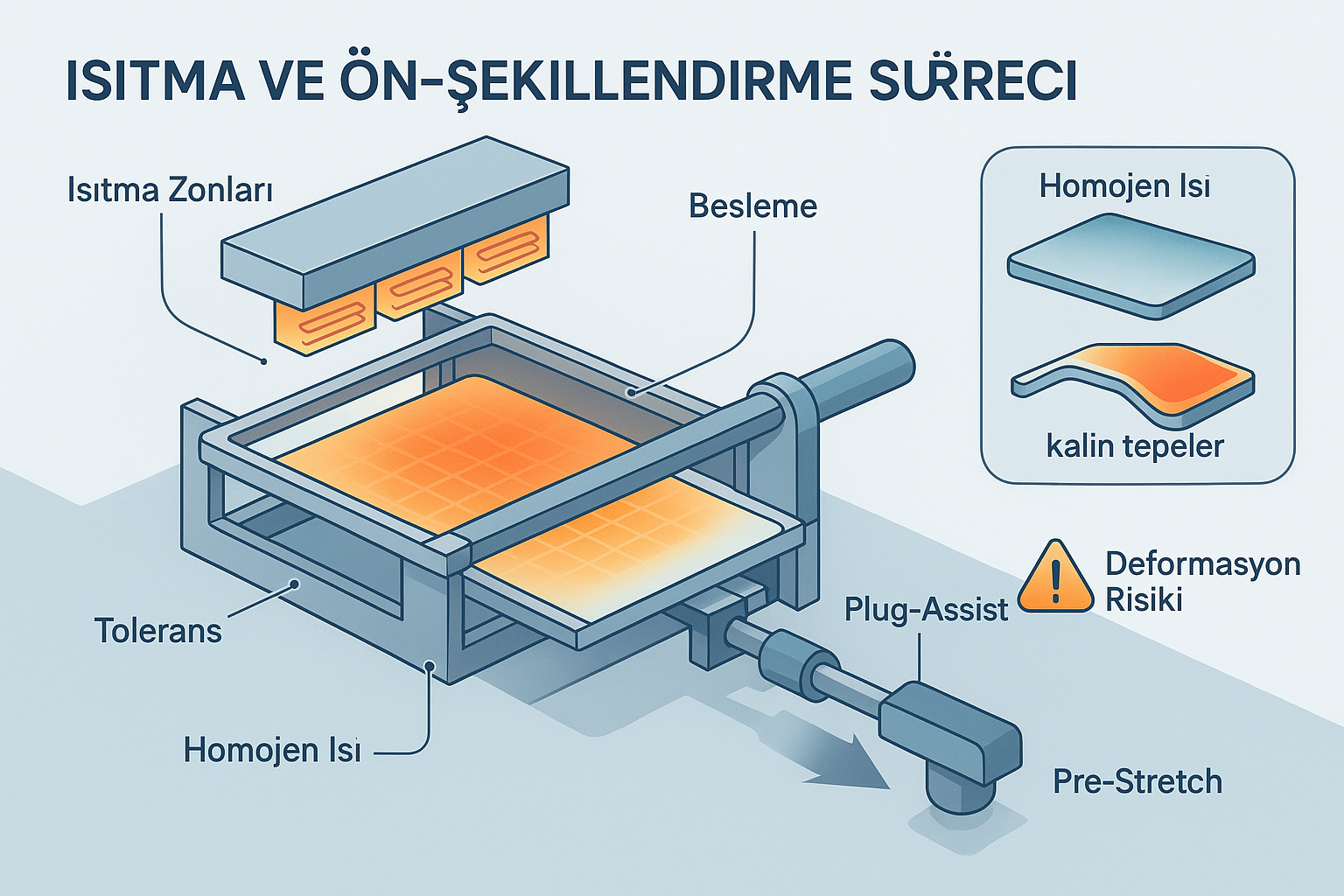
Levha, doğru sıcaklığa ulaşmadan şekil verilemez. Bu aşamada termoform hattının ısıtma zonları, rezistans düzeni, ısı dağılımı gibi unsurlar kritik hale gelir.
Püf Noktaları:
-
Isıtma zonlarının homojen olmasına dikkat edin; lokal aşırı/az ısıtma “ince duvar” ya da “kalın tepeler” problemlerine yol açabilir.
-
Plug-assist kullanımı düşünüldüğünde, ön-germe (pre-stretch) ile duvar kalınlığındaki eşitsizlik azaltılabilir.
-
Levhanın doğru biçimde makineye beslenmesi, şekillendirme öncesi deformasyon riskini azaltır.
Vakum ve Termoform Hatlarının İşleyişi
“Vakum şekillendirme” adımıyla levha kalıba doğru çekilir; burada vakum delikleri, hava tahliyesi ve şekillendirme hareketleri devreye girer.
Püf Noktaları:
-
Vakum deliklerinin yerleşimine dikkat edin; ideal yerleşim duvar kalınlığı eş dağılımına katkı sağlar.
-
Termoform hatlarında otomasyon (sensörler, PLC kontrolü, izleme sistemleri) verimliliği ve kaliteyi artırır.
-
Soğutma ve kesim ünitesinin hattın akışı içine entegre edilmesi, çevrim süresini ve fire oranını düşürür.
Kalıp Tasarımı: Ürünün Kalbi
Kalıp tasarımı, ürünün nihai formu kadar üretim başarısını da belirler. Malzeme seçimi, radyüsler, çekme oranı, soğutma kanalları… Hepsi elinizdeki silahlar.
Püf Noktaları:
-
Kalıp malzemesi seçiminde alüminyum, epoksi veya kompozit alternatiflerini karşılaştırın: ısı iletimi, dayanıklılık, üretim adedi hazırlığı.
-
Çekme oranı ve köşe radyüsleri doğru tasarlandığında, kalıptan çıkan parçada “inceleşme” ve “gerilme” problemleri azalır.
-
Kalıp içindeki soğutma kanallarını optimize edin: hızlı ve homojen soğuma, çevrim süresini düşürür ve deformasyonları engeller.
Tasarım ve Ar-Ge Odaklı İnovasyon Yaklaşımı
Ambalaj sadece korumaz, aynı zamanda markayı anlatır. Tasarımcı gözüyle ambalaj geometrisi, ergonomi, raf uyumu ve kullanım kolaylığı düşünülmeli.
Püf Noktaları:
-
Estetik ile fonksiyonelliği birlikte değerlendirin: Şeffaf alan mı olacak, kenar kalınlığı nasıl olmalı, logolu yüzey nasıl yaratılmalı?
-
Ar-Ge açısından; biyobazlı levhalar, yüksek verimli termoform hatları ve dijital ikizler (digital twin) gibi trendleri takip edin.
-
Simülasyon araçlarını (örneğin FEM/CFD) kullanarak kalıp akış analizleri ve vakum davranışı önceden test edilebilir.
Süreç Kontrolü, Kalite ve Sürdürülebilirlik
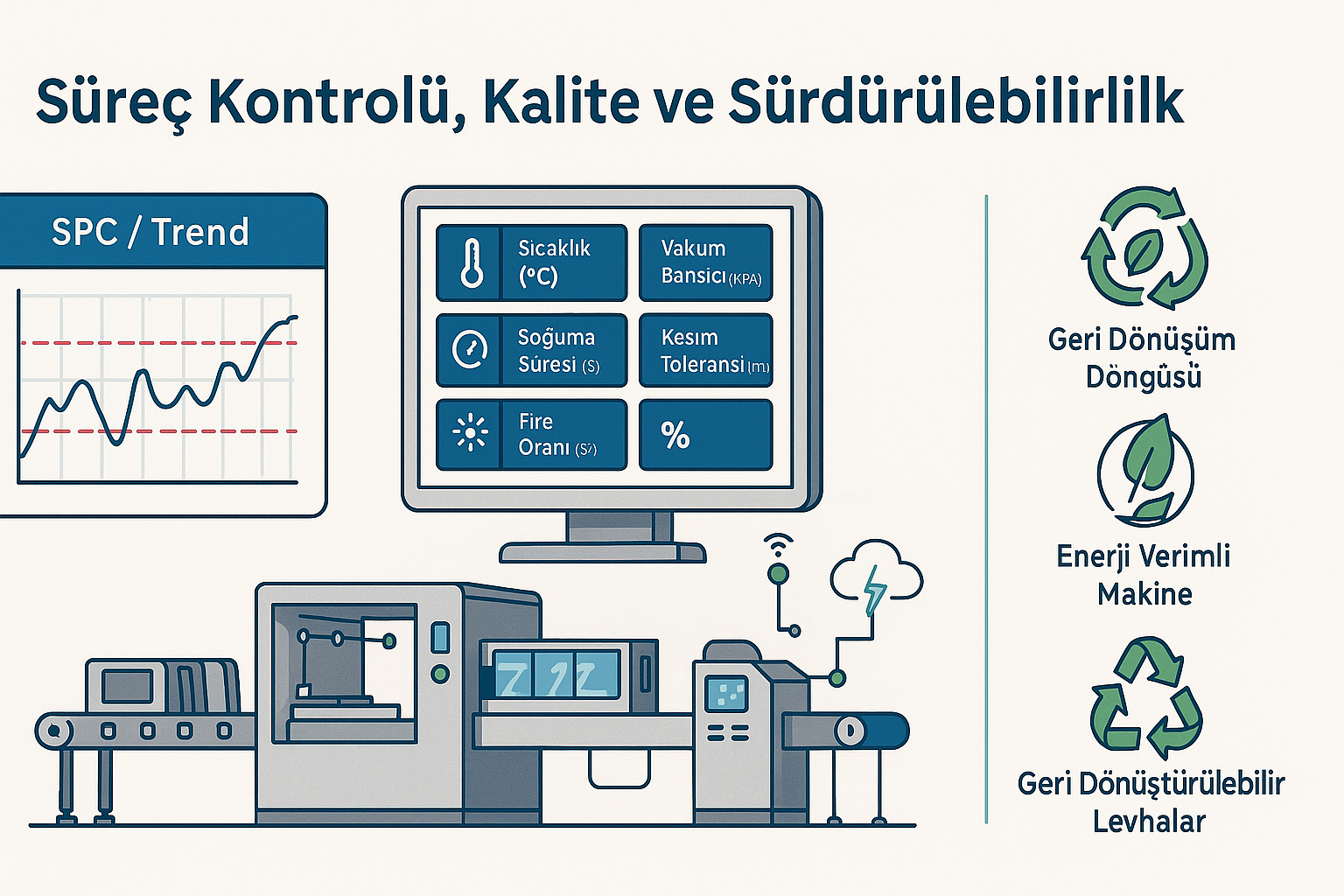
İyi tasarlanmış bir hat, sürekli iyileştirilebilendir. Üretim sırasında izlenebilirlik, istatistiksel süreç kontrol (SPC) ve sürdürülebilirlik hedefleri bir arada yürütülmeli.
Püf Noktaları:
-
Hattaki temel parametreleri izleyin: Sıcaklık, vakum basıncı, soğuma süresi, kesim toleransı, fire oranı.
-
Atık malzemeler, fire oranları ve regrind oranı süreç verimliliğini doğrudan etkiler; Ar-Ge açısından bu oranları iyileştirmek stratejik öneme sahiptir.
-
Sürdürülebilirlik çerçevesinde; geri dönüştürülebilir levhalar, enerji verimli makineler ve otomasyon sistemleri değerlendirilmeli.
Uygulama: Gıda Ambalajından Derin Çekim Kaplara

Örneğin bir gıda ambalajı düşünün: şeffaf, raflara uygun, hızlı üretilebilir. Burada termoform hattı nasıl işliyor?
-
Şeffaflık istendiğinde PETG ya da PS tercih edilir.
-
Derin çekim gerekiyorsa, plug-assist ve özel kalıp tasarımı devreye girer.
-
Blister ya da tray üretimi açısından; kenar radyüslerini büyütmek, duvar kalınlığı düşmesini önler.
Bu tür vaka analizleri, size sadece “yapılmalı” değil “nasıl yapılmalı” sorusuna da cevap verir.
Termoform (Vakum) Şekillendirme Nedir?
Termoform ya da diğer adıyla vakum şekillendirme, düz plastik levhaların ısıtılarak kalıp üzerinde istenen forma dönüştürülmesi işlemidir.
Bu yöntem, hem esnek üretim kabiliyeti hem de maliyet avantajı nedeniyle ambalaj, otomotiv, medikal ve beyaz eşya sektörlerinde yaygın olarak tercih edilir.
Kısaca, levha ısıtılır, yumuşatılır ve vakum yardımıyla kalıp yüzeyine çekilerek şekil alır. Soğutulduğunda form sabitlenir ve kalıptan çıkarılır.
İyi tasarlanmış bir vakum şekillendirme süreci, yalnızca biçim kazandırmakla kalmaz — aynı zamanda ürünün dayanıklılığını, estetiğini ve ergonomisini de belirler.
Termoform Sürecinin Temel Adımları
-
Levhanın Isıtılması: Malzeme, cam geçiş sıcaklığına kadar ısıtılır.
-
Vakumla Şekillendirme: Yumuşayan levha, kalıp üzerine atmosfer basıncı yardımıyla çekilir.
-
Soğutma: Kalıp içi soğutma kanalları sayesinde form sabitlenir.
-
Kesim ve Trim: Fazlalık malzeme alınarak nihai ürün elde edilir.
Vakum Şekillendirmenin Avantajları
-
Hızlı üretim döngüsü: Yüksek adetli ambalajlarda seri üretim olanağı sunar.
-
Düşük kalıp maliyeti: Enjeksiyon kalıplarına göre ekonomik ve daha kısa sürede üretilebilir.
-
Tasarım esnekliği: Karmaşık geometriler ve markaya özgü yüzey detayları kolayca uygulanabilir.
-
Malzeme çeşitliliği: PET, HIPS, PVC, ABS, PP gibi birçok termoplastik ile uyumludur.
-
Geri dönüşüm dostu: Kullanılan levhaların yeniden işlenmesi mümkündür.
Püf Noktaları:
-
Kalıp yüzeyinde yeterli sayıda ve doğru konumlandırılmış vakum delikleri bulunmalıdır.
-
Isıtma süresi ve sıcaklık profili, malzemenin cam geçiş sıcaklığı (Tg) değerine göre optimize edilmelidir.
-
Kalıp soğutması homojen olmalı; farklı soğuma hızları yüzeyde gerilmeler oluşturabilir.
-
Yüksek çekme oranlarında plug-assist kullanımı, duvar kalınlığını dengelemeye yardımcı olur.
Levhadan Ürüne: Termoform Sürecinin Aşamaları
Bir termoform hattında her şey bir levha ile başlar, ama sonuçta ortaya çıkan şey yalnızca bir parça plastik değildir — o, tasarlanmış bir formdur.
Bu süreç, malzemenin fiziksel özellikleriyle mühendislik bilgisi arasında kurulan hassas bir dengedir. “Levhadan ürüne” uzanan bu yolculuk, ısı, vakum, basınç ve zamanın birlikte dans ettiği bir süreçtir.
1. Levha Hazırlığı
Termoform sürecinin ilk adımı, doğru malzeme seçimi ve levha hazırlığıdır. Levhanın kalınlığı, yapısı ve nem oranı doğrudan ürün kalitesini etkiler.
-
Kalınlık dağılımı: Ürünün taban, kenar ve köşe bölgelerinde eşit kalınlık hedeflenir.
-
Nem kontrolü: Özellikle PET ve PC gibi higroskopik malzemelerde kurutma işlemi şarttır.
-
Yüzey temizliği: Toz veya partikül, kalıpta iz bırakabilir ve yüzey hatalarına yol açar.
Püf Noktası: Üretim öncesi levha sıcaklık dağılımı, IR sensörlerle kontrol edilmeli; böylece ısıtma fazında dengesiz genişleme önlenir.
2. Isıtma (Forming Window Hazırlığı)
Levha, termoform hattında ısı zonları boyunca ilerleyerek yumuşatılır. Bu aşama “forming window” adı verilen sıcaklık aralığında gerçekleşir — malzemenin şekil alabileceği optimum bölgedir.
-
Isıtma zonları, malzemenin kalınlığına göre ayarlanmalıdır.
-
Aşırı ısıtma, “webbing” (malzeme buruşması) sorununa neden olabilir.
-
Yetersiz ısıtma, formun tam oturmamasına ve detay kaybına yol açar.
Püf Noktası: Alt ve üst rezistans kombinasyonu kullanarak ısı dağılımını homojen tutun.
Bu, özellikle karmaşık geometrili kalıplarda kritik fark yaratır.
3. Şekillendirme (Vakum ve Basınç)
Isıtılmış levha kalıp üzerine alınır ve vakum uygulaması başlar. Bazı hatlarda ek olarak basınçlı hava (basınçlı şekillendirme) kullanılır.
-
Vakum delikleri: Levha ile kalıp arasındaki hava boşluğunu hızla tahliye eder.
-
Basınç desteği: İnce detay ve keskin yüzeylerde formun netliğini artırır.
-
Plug-assist: Malzeme çekme oranını kontrol ederek duvar kalınlığı dengesini korur.
Püf Noktası: Vakum delikleri 0.5–1.0 mm çapında olmalı ve en uzak noktalarda bile hava hapsi kalmayacak şekilde konumlandırılmalıdır.
4. Soğutma
Form alan malzeme, kalıp içindeki su kanalları aracılığıyla kontrollü şekilde soğutulur.
-
Soğutma süresi ne kadar dengeliyse, ölçü tekrarı (dimensional repeatability) o kadar iyidir.
-
Farklı soğuma hızları, kalıntı gerilmelere ve yüzey deformasyonlarına neden olur.
-
Soğutma hattı, kalıbın taban ve köşe bölgelerinde farklı debiyle ayarlanmalıdır.
Püf Noktası: Soğutma devresinde laminer akış tercih edin; türbülanslı akış sıcaklık farkını artırır.
5. Kesim (Trim) ve Ürün Çıkarma
Termoform ürün kalıptan çıktıktan sonra çevresel fazlalık (trim) alınır. Bu işlem genellikle “trim-in-place” (kalıp içi kesim) veya “offline trim” (ayrı kesim hattı) olarak yapılır.
-
Trim-in-place: Hız avantajı sağlar, ancak bıçak bakımı kritiktir.
-
Offline trim: Daha esnek ama çevrim süresi uzundur.
-
Kenar toleransı: ±0.2 mm içinde tutulmalıdır.
Püf Noktası: Kesim sonrası fire malzemelerini doğrudan regrind hattına yönlendirin — böylece malzeme döngüsünü kapatır, sürdürülebilirliği artırırsınız.
Bu beş aşamalı süreç, termoform üretiminin omurgasını oluşturur.
Her adım, bir sonrakini etkiler; her parametre, kaliteyi yeniden tanımlar.
Başarılı bir termoform hattı, yalnızca üretim hızıyla değil, tolerans hassasiyeti, yüzey kalitesi ve tekrarlanabilirliğiyle ölçülür.
Levhadan ürüne giden yol, aslında mühendisliğin görünmeyen sanatıyla doludur.
Termoform Hatlarının Bileşenleri ve Otomasyon
Bir termoform hattı, yüzeyde basit görünse de aslında mükemmel senkronize çalışan bir mühendislik zinciridir.
Her bileşen, üretimin ritmini belirler — levhanın beslenmesinden, ısıtma zonlarının kontrolüne, vakum sisteminden kesim ünitesine kadar tüm parçalar tek bir orkestranın üyeleri gibidir.
İyi kurgulanmış bir hat, sadece üretimi hızlandırmaz; aynı zamanda kaliteyi standartlaştırır, fireyi azaltır ve izlenebilirliği güçlendirir.
1. Ana Bileşenler
🔹 Levha Besleme Ünitesi
Levhayı ısıtma bölgesine doğru gerilimsiz ve düzgün bir şekilde taşır.
Otomatik levha yükleme sistemleri, üretim sürekliliğini sağlar ve operatör hatalarını minimize eder.
Püf Noktası: Besleme makaralarının hizalamasını haftalık kontrol edin — küçük bir açı hatası bile ısıtma zonunda sarkma veya kaymaya neden olabilir.
🔹 Isıtma Ünitesi
Termoform hattının kalbidir. Üst ve alt ısıtıcılar (genellikle IR rezistans) levhayı “forming window” sıcaklık aralığına getirir.
Modern sistemlerde PID kontrollü ısı bölgeleri kullanılır; bu sayede her bölge, ayrı ayrı hassas şekilde yönetilir.
Püf Noktası: Zon sıcaklık farkı 5°C’yi aşmamalıdır — aksi durumda duvar kalınlığı dengesizliği oluşur.
🔹 Şekillendirme Ünitesi
Vakum pompası, kalıp tablası ve gerekirse plug-assist mekanizmasından oluşur.
Bu ünitede ısıtılmış levha, vakum ve basınç kombinasyonuyla kalıp yüzeyine oturur.
Bazı gelişmiş hatlarda, çift aşamalı vakum (ön vakum + son vakum) uygulanır.
Püf Noktası: Plug-assist sisteminde hareket hızı ve sıcaklık farkı doğru ayarlanmazsa, malzeme yüzeyinde kırışıklıklar oluşabilir.
🔹 Soğutma ve Trim Ünitesi
Şekillendirme sonrası ürün, kalıp içi su devresiyle soğutulur. Ardından trim-in-place veya offline kesim işlemi yapılır.
Otomatik robot kollar, ürünü kalıptan alarak istifleme hattına taşır.
Püf Noktası: Kesim bıçaklarının periyodik bakımı kaliteyi doğrudan etkiler — her 30.000 çevrimde kontrol edilmelidir.
2. Otomasyon ve Kontrol Sistemleri
🔹 PLC & Sensör Entegrasyonu
Günümüz termoform hatları artık “dijital operatör” kontrolündedir.
PLC tabanlı otomasyon sistemleri, ısı zonları, vakum basıncı, hat hızı ve trim pozisyonlarını milisaniye hassasiyetinde yönetir.
Sıcaklık sensörleri, IR kameralar ve basınç transdüserleriyle hat boyunca anlık veri toplanır.
Püf Noktası: Isı sensörleri için kalibrasyon periyodu 6 aydan fazla olmamalıdır; aksi halde ısıtma eğrisi kayar ve parça kalitesi dalgalanır.
🔹 Veri İzleme ve Raporlama
Otomasyon yalnızca süreci yönetmez, aynı zamanda veriyi analiz eder.
Gerçek zamanlı veri toplama sayesinde SPC (Statistical Process Control) grafikleri oluşturulur.
Bu grafikler, sıcaklık sapmaları, çevrim süresi, hurda oranı gibi kritik göstergeleri izlemeyi sağlar.
Püf Noktası: Hattınıza “OEE (Overall Equipment Effectiveness)” takibi ekleyin — kayıp analizi ve üretim verimliliği için altın standarttır.
3. Enerji Verimliliği ve Sürdürülebilirlik
Modern termoform hatlarında otomasyon yalnızca üretimi değil, enerji tüketimini de optimize eder.
-
Isıtma zonları sadece aktif bölgelerde çalıştırılır (adaptive zoning).
-
Vakum pompası, ihtiyaç duyulmayan anlarda düşük hız moduna geçer.
-
Soğutma sisteminde, geri dönüşümlü su devreleri kullanılır.
Püf Noktası: Enerji izleme modülleriyle hat tüketimini anlık gözlemleyin — küçük optimizasyonlar yıllık ciddi tasarruf sağlar.
4. Akıllı Hatlara Geçiş: Endüstri 4.0 Entegrasyonu
Yeni nesil termoform hatları artık öğrenen sistemlerdir.
Makine öğrenimi algoritmaları, geçmiş üretim verilerini analiz ederek optimum parametre setlerini otomatik oluşturabilir.
Bu sayede hem kalite kararlılığı hem de üretim hızı artar.
Kalıp Tasarımı: Ürünün Kalbi
Bir termoform ürünün kalitesini belirleyen unsurlar arasında kalıp tasarımı tartışmasız en kritik olanıdır.
Kalıp, yalnızca şekil veren bir araç değil; mekanik dayanım, estetik kalite ve üretim tekrarlanabilirliğinin temelidir.
İyi planlanmış bir kalıp, hat üzerinde sorunsuz üretim sağlar; kötü tasarlanmış bir kalıp ise mükemmel malzemeyi bile hatalı ürüne dönüştürebilir.
1. Kalıp Malzemesi Seçimi
Kalıp malzemesi, üretim hacmine, detay hassasiyetine ve maliyet beklentisine göre seçilmelidir.
-
Alüminyum: En yaygın tercihtir; yüksek ısı iletkenliği sayesinde hızlı çevrim sağlar.
-
Epoksi veya Kompozit: Düşük adetli üretimler ve prototip aşamaları için idealdir.
-
Çelik: Yüksek basınçlı ve uzun ömürlü hatlar için kullanılır.
Püf Noktası: Kalıp malzemesinin termal genleşme katsayısı, kullandığınız levha malzemesiyle uyumlu olmalıdır. Aksi takdirde ölçü kaymaları oluşur.
2. Geometri ve Çekme Oranı
Termoform ürünlerde çekme oranı (draw ratio), levhanın ne kadar gerileceğini belirler.
-
Yüksek çekme oranı (>3:1), duvar kalınlığında incelmelere yol açabilir.
-
Karmaşık yüzeylerde plug-assist ile çekme yönü kontrol edilmelidir.
-
Kenar ve köşe bölgelerinde minimum 2–3 mm radyüs verilmelidir.
Püf Noktası: Keskin kenarlar yerine akıcı geçişler kullanın — hem malzeme akışını kolaylaştırır hem de gerilme çatlaklarını önler.
3. Vakum Delikleri ve Hava Tahliyesi
Vakum delikleri, levha ile kalıp yüzeyi arasındaki havayı hızla boşaltır.
-
Delik çapı genellikle 0.5–1.0 mm aralığında olmalıdır.
-
Kalıbın kör noktalarında hava hapsi olmaması için stratejik yerleşim gerekir.
-
Delik sayısı arttıkça yüzey pürüzü artar; bu nedenle denge önemlidir.
Püf Noktası: Gözle görülmeyen mikro delikler, parlatılmış yüzeylerde tercih edilir. Böylece estetik görünüm korunur.
4. Soğutma Kanalları ve Isı Yönetimi
Kalıbın soğutma sistemi, ürün ölçü kararlılığını ve çevrim süresini doğrudan etkiler.
-
Su kanalları, tüm yüzeye eşit uzaklıkta ve homojen olmalıdır.
-
Akışın laminer kalması için boru çapı ve debi dengesi kurulmalıdır.
-
Soğutma giriş ve çıkış farkı maksimum 3–5°C olmalıdır.
Püf Noktası: Soğutma devresine termal analiz sensörleri entegre etmek, sıcak nokta (hot spot) tespiti için büyük avantaj sağlar.
5. Kalıp Yüzeyi ve Doku İşlemleri
Yüzey işlemleri, ürünün hissini ve görünümünü belirler.
-
Parlatılmış yüzeyler → şeffaf PET ambalajlar için.
-
Mat/gravür yüzeyler → yansıma önleme veya premium dokulu görünüm için.
-
Teflon kaplama → kalıptan çıkışı kolaylaştırır ve kir tutmayı azaltır.
Püf Noktası: Kalıp dokusu, ısı transferini etkiler; mat yüzeylerde ısı süresi hafif uzar.
6. CAD/CAM Entegrasyonu ve Prototipleme
Günümüzde kalıp tasarımı yalnızca deneyime değil, sayısal doğrulamaya da dayanıyor.
-
CAD/CAM sistemleriyle hassas 3D modelleme yapılır.
-
CNC işleme ve 3D baskı, prototip kalıplar için hızlı iterasyon sağlar.
-
Simülasyon yazılımları (FEM/CFD), deformasyon ve vakum akışı analizine olanak tanır.
Püf Noktası: Kalıp üretiminden önce dijital ikiz (digital twin) oluşturmak, olası hataları daha üretim başlamadan görmenizi sağlar.
Kalıp tasarımı, termoform sürecinin görünmeyen kahramanıdır.
Isı, basınç, vakum, malzeme ve zaman; hepsi kalıp yüzeyinde birleşir.
Eğer kalıp doğru düşünülmüşse, üretim hattı sadece çalışmaz — akıcı bir şekilde akar.
Mühendislikte bir kural vardır:
“Kötü bir malzemeyi iyi bir kalıpla kurtarabilirsin;
ama kötü bir kalıp, en iyi malzemeyi bile mahveder.”
Örnek:
Bir Ar-Ge hattında kullanılan IoT tabanlı sistem, 3 aylık veriyle soğutma süresini %12, enerji tüketimini %8 azaltmıştır.
Termoform hatları artık yalnızca mekanik değil; dijital zekâyla donatılmış üretim organizmalarıdır.
Her sensör, her rezistans, her PID döngüsü; ürünün kalitesine katkı yapar.
Tasarımcı için bu, yalnızca bir makine değil — markanın üretim karakterinin yansımasıdır.
Doğru otomasyon, termoform hattını sıradan bir üretim hattından çıkarıp, ölçülebilir bir mühendislik sistemine dönüştürür.
Ar-Ge Perspektifi: Simülasyon ve Prototipleme
Termoform teknolojisi, yalnızca üretim sahasında değil, tasarım masasının üstünde de başlar.
Ar-Ge mühendisleri için bu süreç, fiziksel denemelerden önce sanal ortamda hatasız bir ürün geliştirme fırsatıdır.
Simülasyonlar, prototipleme ve analizler sayesinde artık “deneme-yanılma” yerine “veriye dayalı doğrulama” dönemi yaşanıyor.
1. Simülasyonun Rolü: Görünmeyeni Görmek
Termoform süreci, ısı, vakum, malzeme akışı ve zamanın karmaşık etkileşimlerinden oluşur.
Bilgisayar destekli simülasyonlar bu değişkenleri analiz ederek tasarımcıya gerçek zamanlı öngörü sağlar.
Kullanılan araçlar:
-
FEM (Finite Element Method) → Levha gerilme ve kalınlık dağılımı analizi
-
CFD (Computational Fluid Dynamics) → Vakum akış yolu ve hava tahliyesi optimizasyonu
-
Termal analiz → Kalıp soğutma verimliliği ve sıcak nokta tespiti
Püf Noktası: Simülasyon verilerini sadece kalite kontrol için değil, Ar-Ge stratejisi olarak değerlendirin — çünkü her analiz, bir sonraki kalıbın gelişim haritasını çizer.
2. Dijital İkiz (Digital Twin) Uygulamaları
Artık birçok ileri üretim hattı, fiziksel ekipmanla birlikte dijital bir kopya üzerinde de çalışıyor.
Bu dijital ikiz, sıcaklık, basınç, çevrim süresi gibi verileri gerçek zamanlı izler ve optimum parametre setlerini otomatik olarak önerir.
Avantajları:
-
Hata oluşmadan önce öngörme (predictive maintenance)
-
Malzeme ve enerji tasarrufu
-
Sürekli veri tabanlı öğrenme
Püf Noktası: Dijital ikiz sistemini sadece üretim hattında değil, tasarım-prototip aşamasında da uygulayın. Bu, Ar-Ge ekibine büyük hız kazandırır.
3. Hızlı Prototipleme: Fikirden Forma
Simülasyon kadar önemli bir diğer aşama, fiziksel doğrulama.
3D baskı teknolojileri, artık termoform kalıplarının ön prototiplerini saatler içinde oluşturabiliyor.
Kullanılan yöntemler:
-
SLA (Stereolithography) → Yüksek yüzey hassasiyeti
-
FDM (Fused Deposition Modeling) → Hızlı ve ekonomik denemeler
-
CNC ile hibrit prototipleme → Isıya dayanıklı test kalıpları
Püf Noktası: Prototip kalıpları, küçük seri test üretimi için kullanın. Böylece seri kalıba geçmeden, hata riskini minimize edersiniz.
4. Malzeme Ar-Ge’si: Yeni Nesil Levhalar
Sürdürülebilirlik hedefleri doğrultusunda Ar-Ge birimleri artık sadece ürün formuna değil, malzeme kimyasına da odaklanıyor.
-
Biyobazlı levhalar (PLA, PHA): Gıda ambalajlarında çevreci alternatif.
-
Geri dönüştürülebilir PET (rPET): Karbon ayak izini düşürür, üretim döngüsünü kapatır.
-
Kompozit levhalar: Mekanik dayanımı artırırken malzeme ağırlığını azaltır.
Püf Noktası: Yeni malzeme geliştirmelerinde yalnızca fiziksel test değil, simülasyon destekli ömür analizleri kullanın — uzun vadeli performans farkını erkenden görürsünüz.
5. Veri Tabanlı Ar-Ge Kültürü
Modern termoform Ar-Ge’si artık sezgiyle değil, istatistiksel verilerle ilerliyor.
Her üretim denemesi, parametre seti ve hata oranı, dijital veri tabanına işlenmeli.
Bu, gelecekteki projeler için öğrenen bir sistem oluşturur.
Püf Noktası: SPC (Statistical Process Control) + ML (Machine Learning) kombinasyonu ile, hangi parametrelerin kaliteyi belirlediğini matematiksel olarak keşfedin.
Ar-Ge yalnızca yeni ürün tasarlamak değil; daha akıllı üretim biçimleri geliştirmektir.
Simülasyon, prototipleme ve veri analizini bir araya getiren ekipler, sadece bugün değil, yarının pazarında da rekabet avantajına sahip olur.
Termoform dünyasında artık fark, malzeme değil; bilgi birikimiyle şekil veren mühendisliktir.
Tasarımcılar İçin Kılavuz: Estetik ve Fonksiyonel Denge
Bir termoform ambalaj yalnızca ürünü korumakla kalmaz; aynı zamanda markanın hikâyesini anlatan görünmez bir iletişim aracıdır.
Raflardaki yüzlerce ürün arasında fark yaratmak, artık yalnızca grafik tasarımla değil — üç boyutlu form, yüzey dokusu ve kullanıcı deneyimiyle mümkündür.
İşte bu nedenle, tasarımcıların elinde termoform yalnızca bir üretim yöntemi değil, bir yaratıcılık platformudur.
1. Form ve Fonksiyonun Kesişim Noktası
Ambalaj tasarımı, hem estetik hem mühendislik dengesini taşır.
Bir form güzel olabilir, ancak üretilebilir değilse süreç verimsizliğe yol açar.
Bir ürün ergonomik olabilir, ama raf uyumlu değilse pazarlama açısından dezavantaj yaratır.
Püf Noktaları:
-
Estetik kaygı ile üretim sınırları arasında optimum dengeyi kurun.
-
Tasarım aşamasında “çekme oranı”, “radyüs”, “duvar kalınlığı” gibi mühendislik parametrelerini mutlaka hesaba katın.
-
Ürünün raf yerleşimi, istiflenebilirliği ve taşınabilirliği tasarım kadar önemlidir.
2. Ambalaj Geometrisi ve Ergonomi
Kullanıcı, bir ambalajla saniyeler içinde fiziksel temas kurar. O temasın hissi, markanın kalitesine dair ilk izlenimi oluşturur.
-
Yumuşak geçişli köşeler → güvenli ve ergonomik tutuş sağlar.
-
Yüksek kenar rijitliği → taşıma dayanımını artırır.
-
Kıvrımlı yüzeyler → vakum akışını kolaylaştırarak üretimde detay netliğini korur.
Püf Noktası: Tasarımın erken aşamasında plug-assist yönünü belirleyin. Bu, duvar kalınlığı dengesini ve yüzey estetiğini doğrudan etkiler.
3. Şeffaflık, Doku ve Yüzey Kalitesi
Tüketici için “ilk temas”, genellikle gözle olur. Bu yüzden yüzey karakteri, ürünün algısında kritik rol oynar.
-
Parlak yüzeyler: Premium, temiz ve hijyenik algı oluşturur.
-
Mat veya dokulu yüzeyler: Kaymazlık, sıcaklık hissi ve derinlik verir.
-
Şeffaflık: Ürünün görünür olmasını sağlar; özellikle gıda ambalajlarında güven duygusunu artırır.
Püf Noktası: Şeffaf PETG yüzeylerde parlatma kalitesi, ışık yansımalarıyla doğrudan ilişkilidir. Kalıp yüzey pürüzlülüğünü Ra < 0.4 µm seviyesinde tutun.
4. Logolu Yüzey ve Markalama Detayları
Termoform kalıplar, logo, yazı veya marka desenlerini yüzeye entegre etmeye izin verir.
Bu, etikete ihtiyaç duymadan markanın kalıcılığını sağlar.
-
Kabartma (embossed) logolar: Görsel derinlik yaratır.
-
Çukur (debossed) yazılar: Işıkla oynayarak zarif bir görünüm verir.
-
Mikrogravür desenler: Işığı kırarak “premium” algısını güçlendirir.
Püf Noktası: Logoları kalıp yüzeyine fazla yakın konumlandırmayın; vakum yönüyle paralel olmalı ki deformasyon oluşmasın.
5. Renk, Işık ve Malzeme Etkileşimi
Tasarımda renk yalnızca estetik değil, optik performansın da bir parçasıdır.
Işığı nasıl yansıttığınız, ürünün görünürlüğünü doğrudan etkiler.
-
Soğuk tonlar → hijyen, güven, teknik kalite hissi.
-
Sıcak tonlar → samimiyet, gıda ürünlerinde tazelik algısı.
-
Metalik pigmentler → endüstriyel veya teknolojik ürünlerde güç ve kalite vurgusu.
Püf Noktası: Renk seçiminde malzemenin ısı absorpsiyon oranını dikkate alın — koyu renkler ısıyı daha fazla tutar, bu da şekillendirme süresini etkiler.
6. Kullanıcı Deneyimi ve Raf Etkisi
Bir ambalaj yalnızca korunmak için değil, satmak için tasarlanır.
Kullanıcının ambalajı açarken veya taşıyorken hissettiği deneyim, markaya sadakati belirleyebilir.
-
Açma-kapama kolaylığı
-
Tek elle taşınabilirlik
-
Ürünü sergilerken yansıyan ışık
-
Raf üzerinde modüler istiflenebilirlik
Püf Noktası: Raf analizleri yapın — aynı ürün kategorisinde en fazla dikkat çeken formu gözlemleyin ve üretim kısıtlarıyla harmanlayın.
7. Tasarımcı–Mühendis İşbirliği
Tasarım ile mühendislik birbirinin rakibi değil, tamamlayıcısıdır.
Tasarımcı yaratırken, mühendis bunu üretilebilir hâle getirir.
Bu iletişim ne kadar erken kurulursa, ürün o kadar dengeli olur.
Püf Noktası: Ortak dil kullanın — CAD model paylaşımlarında çekme yönü, kalıp açısı ve malzeme davranışı parametrelerini birlikte belirleyin.
Termoform tasarımı, estetik hayal gücüyle teknik hesapların kesişimidir.
Ambalajın her köşesi, her kıvrımı, her yansıması bilinçli bir mühendislik kararıdır.
Unutmayın, kullanıcı her zaman ilk önce ambalajı görür — ürünü değil.
Bu yüzden iyi bir termoform tasarımı, ürünü yalnızca korumaz; markayı görünür kılar.
Termoform Teknolojisinde Gelecek Trendleri
Termoform sektörü artık yalnızca üretim odaklı değil — veri odaklı, çevreye duyarlı ve dijital zekâyla yönetilen bir döneme giriyor.
Endüstri 4.0’ın etkisiyle şekillenen bu dönüşüm, termoform hatlarını akıllı sistemlere, malzemeleri ise sürdürülebilir kaynaklara dönüştürüyor.
Bu başlıkta, yakın gelecekte Ar-Ge ve üretim hatlarında şekillenecek başlıca yenilikleri inceleyelim.
1. Akıllı Termoform Hatları ve IoT Entegrasyonu
Yeni nesil termoform hatları artık kendi kendini izleyen sistemler haline geliyor.
Sensör tabanlı IoT (Internet of Things) teknolojileri, hat boyunca sıcaklık, basınç, vakum gücü, çevrim süresi ve enerji tüketimi gibi parametreleri anlık olarak takip ediyor.
Avantajları:
-
Arıza öncesi uyarı sistemi (Predictive Maintenance)
-
Süreç optimizasyonu için gerçek zamanlı veri toplama
-
Operatör kaynaklı hataların azalması
Püf Noktası: IoT tabanlı sistemlerde veri toplamak kadar, veriyi anlamlandırmak da önemlidir. Verileri analiz eden algoritmalar, üretim parametrelerini otomatik olarak yeniden ayarlayabilir.
2. Yapay Zeka Destekli Proses Optimizasyonu
Makine öğrenimi, artık termoform sürecinin kalbinde yer alıyor.
Yapay zekâ, geçmiş üretim verilerini analiz ederek optimum ısı profilleri, vakum basınç değerleri ve çevrim sürelerini kendi kendine öğrenebiliyor.
Gerçek Uygulama Örneği:
Bir otomotiv parça üreticisi, makine öğrenimi tabanlı termoform hattı ile fire oranını %18, çevrim süresini %12 azalttı.
Püf Noktası: Yapay zekâ modellerinin doğru çalışabilmesi için, sensör verilerinin doğru etiketlenmiş olması gerekir. “Doğru veri, doğru öğrenme” prensibini unutmayın.
3. Enerji Verimliliği ve Sürdürülebilir Üretim
Termoform hatlarının en yüksek enerji tüketimi ısıtma fazında gerçekleşir.
Yeni nesil sistemler, adaptif zon kontrolü ve atık ısı geri kazanım sistemleriyle enerji tüketimini %20’ye kadar azaltabiliyor.
Trend Teknolojiler:
-
IR enerji geri kazanım sistemleri
-
Soğutma suyu geri dönüşüm devreleri
-
Güneş enerjili termoform hatları
Püf Noktası: Enerji izleme sistemleriyle hattın anlık tüketimini kaydedin. Kayıt altına alınan her veri, gelecekteki karbon ayak izi raporlaması için altın değerindedir.
4. Yeni Malzeme Gelişimleri
Malzeme bilimi, termoform teknolojisinin yönünü belirliyor.
Geliştirilen yeni biyobazlı ve geri dönüştürülebilir levhalar, çevre politikalarına uyum sağlarken aynı zamanda tasarımcılara yeni olanaklar sunuyor.
Yükselen Malzeme Türleri:
-
PLA (Polylactic Acid): Gıda ambalajlarında doğa dostu seçenek
-
rPET (Recycled PET): Geri dönüşüm oranı yüksek, şeffaflık ve rijitlik dengeli
-
PHA ve PBS türevleri: Biyobozunur alternatifler, endüstriyel kompostlanabilirlik özelliğiyle öne çıkıyor
Püf Noktası: Yeni malzeme kullanımlarında, termoform sıcaklık penceresini mutlaka yeniden kalibre edin; biyobazlı malzemelerin “forming window” aralığı geleneksel PET’ten farklıdır.
5. Dijital İkiz ve Sanal Gerçeklik ile Proses Simülasyonu
Artık kalıp tasarımı ve hat kurulumu bile sanal ortamda denenebiliyor.
Dijital ikiz (Digital Twin) teknolojisi sayesinde, gerçek hattın birebir dijital kopyası oluşturularak üretim simülasyonları yapılabiliyor.
Faydaları:
-
Hata tespiti üretim öncesi aşamaya taşınır.
-
Operatörler VR (Sanal Gerçeklik) ortamında eğitim alabilir.
-
Hat optimizasyonu, üretime başlamadan önce test edilebilir.
Püf Noktası: Dijital ikiz sistemini yalnızca büyük ölçekli üretimlerde değil, prototip hatlarda da uygulayın. Küçük denemeler büyük öğrenmelere yol açar.
6. Döngüsel Ekonomi ve Geri Dönüşüm Odaklı Tasarım
Küresel sürdürülebilirlik hedefleriyle birlikte, termoform sektörü döngüsel ekonomi prensiplerini merkezine alıyor.
Ürünler artık yalnızca kullanılmak için değil, yeniden üretilebilmek için tasarlanıyor.
Yeni Yaklaşımlar:
-
Geri dönüşüm için tasarım (Design for Recycling)
-
Malzeme tekliği: çok katmanlı yerine monomateryal yapılar
-
Geri kazanılmış levhalarla üretim
Püf Noktası: Ar-Ge aşamasında tasarıma “ikinci yaşam” stratejisi ekleyin — her ürün, geri dönüştürülebilirliğini belgeleyen bir veri etiketi taşımalı.
Termoform teknolojisinin geleceği, akıllı üretim sistemleri, çevre bilinci ve dijital inovasyonun birleşiminde yatıyor.
Yarın, bugünkü termoform hattınız yalnızca üretim yapmayacak — öğrenecek, analiz edecek ve kendini optimize edecek.
Sürdürülebilir, verimli ve bilinçli üretim çağında başarı, artık sadece formu değil; veriyi de şekillendirenlerin olacak.
Termoformda Yeniliği Şekillendirmek
Bir termoform hattında her şey, ısıtılmış bir levhanın kalıpla buluşmasıyla başlar.
Ancak bu basit görünen fiziksel olayın arkasında, tasarım, mühendislik, Ar-Ge ve sürdürülebilirlik arasındaki mükemmel senkron vardır.
Bugün termoform teknolojisi, yalnızca ambalaj üretmenin değil — malzemeye anlam kazandırmanın, markayı biçimle anlatmanın ve geleceği şekillendirmenin de aracıdır.
1. “Levhadan Ürüne” Yolculuğun Özeti
Bu süreç; malzeme seçimiyle başlayan, ısıtma, vakum, soğutma, kesim ve kalite kontrolle devam eden bütünsel bir zincirdir.
Her adım, bir sonrakini doğrudan etkiler — ısı profili duvar kalınlığını, kalıp soğutması ölçü kararlılığını, trim hassasiyeti estetik algıyı belirler.
Başarılı bir termoform hattı; hız, doğruluk ve enerji verimliliğini aynı anda sağlayabilen, sürekli öğrenen bir sistemdir.
Püf Noktası: Başarı, yalnızca üretimi sürdürmek değil; süreci her döngüde biraz daha mükemmelleştirmektir.
2. Tasarım, Ar-Ge ve Üretim El Ele
Termoform sektöründe artık sınırlar yok. Tasarımcı, Ar-Ge mühendisi ve üretim operatörü aynı hedef için birlikte düşünmek zorunda:
-
Tasarımcı estetiği yaratır,
-
Mühendis üretilebilirliği sağlar,
-
Ar-Ge ekibi süreci optimize eder.
Bu üçlü yapı birbiriyle uyumlu çalıştığında, termoform hattı bir üretim aracından öte, bir inovasyon platformuna dönüşür.
Püf Noktası: Erken aşamada çok disiplinli iletişim kurun — kalıp tasarımına geçmeden önce, estetik ve teknik parametreleri aynı masa etrafında belirleyin.
3. Sürdürülebilirliğin Yeni Tanımı
Geleceğin termoform hattı, yalnızca daha hızlı değil; daha bilinçli üretim yapacak.
Geri dönüştürülebilir malzemeler, enerji geri kazanım sistemleri, IoT tabanlı verimlilik analizleri artık bir “seçenek” değil — zorunluluk.
Sürdürülebilirlik artık sadece çevre koruma değil; aynı zamanda verimlilik, maliyet kontrolü ve marka itibarı anlamına geliyor.
Püf Noktası: Her Ar-Ge raporuna “enerji/malzeme verimliliği metriği” ekleyin. Bu veri, gelecekteki yatırım kararlarınızı yönlendirecek.
4. Termoformun Geleceği: Öğrenen Hatlar, Akıllı Ürünler
Yapay zekâ destekli kontrol sistemleri, kendi kendini kalibre eden kalıplar, dijital ikizle test edilen hatlar…
Tüm bunlar artık birer vizyon değil, bugünün gerçeği.
Termoform gelecekte kendi parametrelerini analiz eden, optimizasyon önerileri sunan bir yapıya kavuşacak.
Bu dönüşüm, üretimi “reaktif” olmaktan çıkarıp proaktif hale getiriyor.
Püf Noktası: Üretim hattını sadece kontrol etmeyin, dinleyin. Her sensör verisi, gelecekteki bir iyileştirmenin ipucudur.
“Levhadan ürüne” uzanan bu teknik yolculuk aslında bir metafordur:
Bir fikrin ısınması, biçim bulması, soğuyup kalıba oturması…
Bu süreç, tıpkı mühendisliğin özü gibi, disiplinle estetiği, bilimle sanatı buluşturur.
Termoform yalnızca üretim değil, bir şekil verme felsefesidir.
Ve siz — tasarımcı, mühendis, Ar-Ge uzmanı — bu felsefenin modern çağdaki yorumcularısınız.
Unutmayın: Malzemeye form verirsiniz, ama asıl olan o formun hikâyesidir.
